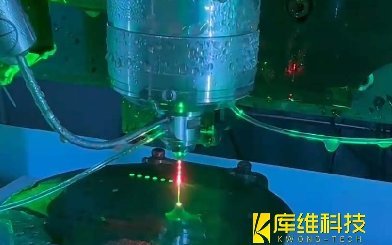
在精密制造領(lǐng)域,水導(dǎo)激光加工技術(shù)憑借其無(wú)熱影響區(qū)、高精度和環(huán)保特性,已成為航空航天、半導(dǎo)體及醫(yī)療器械制造的核心工藝之一。這項(xiàng)融合了激光能量與高壓水射流的創(chuàng)新技術(shù),通過(guò)將激光束耦合到直徑僅30-80μm的高速水束中,實(shí)現(xiàn)了傳統(tǒng)加工工藝難以企及的微米級(jí)精度。
一、水導(dǎo)激光加工的核心技術(shù)指標(biāo)
1、激光波長(zhǎng)與功率密度
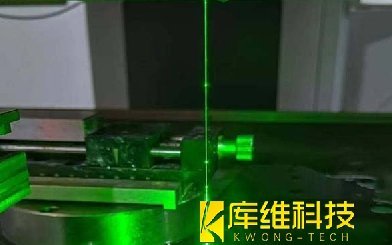
激光波長(zhǎng)是決定能量傳輸效率的關(guān)鍵參數(shù)。水對(duì)激光的吸收系數(shù)隨波長(zhǎng)變化顯著:紫外波段(355nm)吸收率高但傳輸損耗大,適合微結(jié)構(gòu)加工(如微孔、微槽);綠光波段(532nm)吸收率適中,兼具加工精度與效率,是水導(dǎo)激光的標(biāo)準(zhǔn)光源;紅外波段(1064nm)吸收率低,更適合長(zhǎng)距離傳輸,適合深孔鉆削(深徑比≥20)和大尺寸工件加工。
功率密度則直接影響材料去除速率與熱效應(yīng)。低功率密度(如36MW/cm²)適用于長(zhǎng)水束傳輸,能量損耗穩(wěn)定;高功率密度(410MW/cm²)需配合短水束以減少非線性損耗,否則會(huì)導(dǎo)致傳輸效率驟降(從70%降至60%)。
2、水束(噴嘴)直徑與流速穩(wěn)定性
水束直徑通過(guò)噴嘴結(jié)構(gòu)控制,典型范圍為25-100μm。直徑減小可提升切割精度(切口寬度低至27μm),但過(guò)細(xì)會(huì)導(dǎo)致水流斷裂風(fēng)險(xiǎn)增加。實(shí)驗(yàn)表明,30μm適合微細(xì)結(jié)構(gòu)加工(如半導(dǎo)體晶圓劃切),而80μm則適用于高效去除材料。流速穩(wěn)定性依賴高精度齒輪泵與蓄能器組合,需將水壓波動(dòng)控制在±0.1bar內(nèi),否則會(huì)引發(fā)折射率波動(dòng),降低全反射效率。
3、噴嘴材料與耦合結(jié)構(gòu)
噴嘴材料(藍(lán)寶石或金剛石)直接影響水射流穩(wěn)定性。藍(lán)寶石噴嘴可在50-800bar壓力下長(zhǎng)期使用,且無(wú)需頻繁更換。耦合結(jié)構(gòu)需優(yōu)化光學(xué)窗口與水束入射角,確保激光以全反射臨界角(通常≥42°)進(jìn)入水射流,避免能量泄漏。
二、技術(shù)指標(biāo)間的相互作用與影響
1、激光波長(zhǎng)與水束長(zhǎng)度的協(xié)同
紅外激光(1064nm)因低吸收特性,可支持更長(zhǎng)水束傳輸(>100mm),適合大尺寸工件加工;綠光激光(532nm)可實(shí)現(xiàn)80-120mm穩(wěn)定水束傳輸,平衡了傳輸距離與能量密度,適用于中等深度微細(xì)加工(如半導(dǎo)體晶圓切割、碳化硅管材加工);紫外激光(355nm)則需縮短水束長(zhǎng)度以減少能量損耗,更適用于微結(jié)構(gòu)加工。
2、功率密度與水束直徑的平衡
高功率密度需配合細(xì)水束以提升能量集中度,但過(guò)細(xì)水束會(huì)限制散熱能力,導(dǎo)致熱影響區(qū)擴(kuò)大。例如,切割2mm厚碳化硅時(shí),若功率密度過(guò)高且水束直徑不足,切面平整度誤差可能超過(guò)2μm。反之,低功率密度與粗水束組合雖可降低熱效應(yīng),但會(huì)犧牲加工速度。
3、流速穩(wěn)定性與噴嘴結(jié)構(gòu)的耦合
流速波動(dòng)會(huì)破壞水射流的層流狀態(tài),引發(fā)折射率不均,導(dǎo)致激光傳輸路徑偏移。高精度噴嘴結(jié)合動(dòng)態(tài)校準(zhǔn)算法,可實(shí)時(shí)監(jiān)測(cè)水柱形態(tài)并調(diào)整光束指向,使耦合效率穩(wěn)定在85%以上。
三、技術(shù)指標(biāo)對(duì)加工質(zhì)量的影響
1、精度與表面質(zhì)量
水導(dǎo)激光通過(guò)水射流的全反射約束激光能量,實(shí)現(xiàn)平行高縱橫比切口,無(wú)需對(duì)焦或距離控制。例如,航空發(fā)動(dòng)機(jī)渦輪葉片氣膜孔加工中,孔徑公差可控制在±0.1μm,表面粗糙度Ra≤1μm。
2、熱影響區(qū)控制
3、加工效率與材料普適性
水導(dǎo)激光切割速度較傳統(tǒng)線鋸快7-10倍,單晶錠切割時(shí)間從100小時(shí)縮短至10小時(shí)。同時(shí),其兼容金屬(鈦合金)、半導(dǎo)體(SiC)、陶瓷(Al?O?)及復(fù)合材料(CFRP),突破傳統(tǒng)工藝的材料限制。
四、典型應(yīng)用場(chǎng)景解析
1、航空航天:采用532nm綠光激光配合60μm噴嘴,成功實(shí)現(xiàn)了鎳基高溫合金渦輪葉片氣膜孔加工,孔徑公差控制在±5μm,表面粗糙度Ra≤0.8μm,加工效率較電火花加工提升5倍。
2、半導(dǎo)體制造:80μm噴嘴配合200W功率切割6英寸碳化硅晶圓,切縫寬度僅80μm。
3、醫(yī)療領(lǐng)域:30μm噴嘴加工鈦合金骨釘實(shí)現(xiàn)無(wú)毛刺切割,生物兼容性顯著提升。
水導(dǎo)激光加工中用到的超純水與普通純凈水有什么區(qū)別?

水導(dǎo)激光加工案例之硅齒輪切割:高精度制造的破局者

水導(dǎo)激光加工:重構(gòu)電子產(chǎn)品微納制造的精密利器
水導(dǎo)激光切割設(shè)備的具體維護(hù)成本與傳統(tǒng)激光切割相比有哪些優(yōu)勢(shì)?

光學(xué)玻璃加工:水導(dǎo)激光如何實(shí)現(xiàn)亞微米級(jí)裂紋控制?

冷金屬過(guò)渡焊接:原理解析+核心優(yōu)勢(shì),新手也能看懂

水導(dǎo)激光三大核心技術(shù):高精度光耦合、全反控制和水流穩(wěn)定系統(tǒng)
高端珠寶加工新技術(shù):水導(dǎo)激光亞微米級(jí)加工

水導(dǎo)激光加工選用什么顏色的激光好?
